大塚製薬株式会社 徳島板野工場
徹底した製造工程の自動化により
現場作業の効率化と品質向上を追求
大塚製薬の中核生産拠点の1つに位置付けられる徳島板野工場では、先ごろ、操業開始時に導入したMESのリニューアルを実施しました。ERP、LIMS、MESの間の連携を最適化し、製造機器とのオンライン化による製造工程の自動化をさらに徹底するとともに、製造指図書や製造記録書の完全電子化も併せて実現。現場作業の効率化と品質向上の取組みをさらに前進させています。

大塚製薬株式会社 徳島板野工場
工場・プラント分野 医療・医薬品 品質管理 安定稼働 稼働改善 運転監視・制御システム&ソフトウェア
導入製品・サービス

医薬品MESパッケージの導入が年間20億錠の生産現場を支える

環境保全に対する徳島板野工場の取組みを、工場見学の際に紹介している。

2009年10月より導入された電気自動車。
大塚製薬株式会社では「Otsukapeoplecreating new productsfor better health worldwide」を企業理念とし、世界の人々の健康に貢献することを目標に、事業活動を営んでいます。「病気の治癒に寄与する医薬品事業」と「日々の健康をサポートする消費者関連事業」をビジネスの柱に、革新的で創造性に富んだ製品の研究開発、製造、販売を行っています。
同社の徳島板野工場は、東京ドームの約6倍に相当する約27万m²という広大な敷地規模を有する、同社有数の生産拠点として1999年1月に操業を開始。「人と環境にやさしい工場」をテーマに、環境保全にも積極的に取り組んでおり、2009年10月には電気自動車も導入。地球全体の環境問題を見据えた生産活動を行っています。
「高効率な生産体制を備える当工場では、操業以来、当社の主力製品であるムコスタを休日を除く24時間体制で年間にして約20億錠を生産しています」(兼子氏)
このような徳島板野工場の高度な生産性を支えてきたのが、医薬品製造にかかわるプロセスを一貫して管理できる、山武の医薬品MES※1パッケージ Pharmanage™です。同工場では、操業と同時にこのパッケージを導入。作業者のスキルに依存することなく入荷から製造、出荷までの作業や管理業務を進められるよう徹底的な自動化と効率化を図るとともに、製品の品質を確実に担保してきました。加えて、医薬品の製造に不可欠な遵守基準であるGMP※2への対応にも、Pharmanageによる製造管理及び品質管理のシステム化が大きな威力を発揮してきました。
実質2週間の移行作業で完全電子化によるペーパーレスを実現
このように徳島板野工場における高度な生産性と品質保証に貢献してきたMESですが、大塚製薬では2006年ごろ、システムの老朽化を契機として、そのリニューアルに向けた検討を開始。2007年4月、複数メーカーの提案を検討した結果、既存システムPharmanageの最新版の採用が決定しました。
「これまで徳島板野工場で培ってきた山武の実績を評価し、当社の製造業務や現場の状況を詳細に熟知している山武を、改めてパートナーとして選定しました」(今村氏)
その後、2008年8月に取り組んだPharmanageの更新では、2週間という短期間でいかに作業を完了させるかということが重要な課題となりました。というのも、同工場が生産するムコスタは、医療機関で風邪薬や痛み止めと併せて処方される需要の高い医薬品で、仮に1カ月間生産ラインを止めてしまうと、市場の在庫に及ぼす影響が大きいからです。
ところがMESの導入では、GMP対応などに関するシステムの信頼性についての検証作業も不可欠です。今回のシステムでは、同工場の規模を考えると実質2週間での移行という計画は非常に難しいものでした。これに対し山武は、綿密な計画の策定、徹底した作業の効率化などを実施し、同工場とともに課題解決を行うことで、規制対応やシステムの信頼性の検証を含めた移行作業を完了しました。
「我々の要望をしっかりと踏まえ、山武の行き届いた対応で時間的に厳しい制約の中、スムーズな移行を実現してくれました」(大山氏)
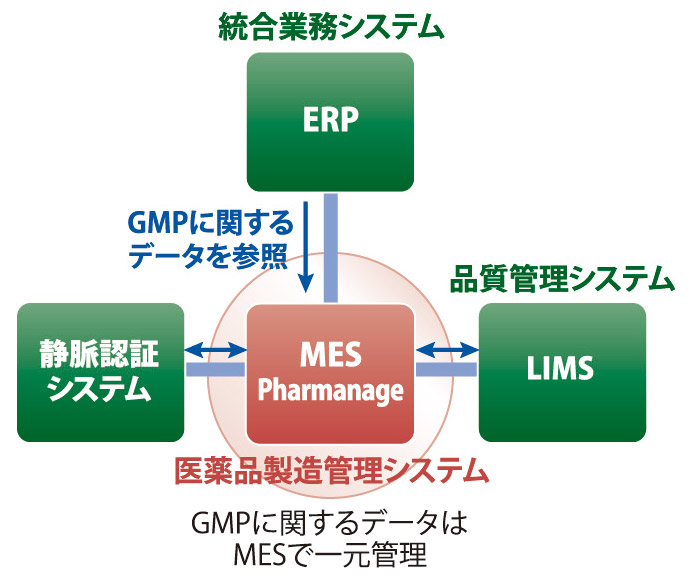
今回のリニューアルでは、Pharmanageと、新たに導入された品質管理システム LIMS※3との連携も図られ、一連の製造プロセスと品質管理業務との間のやりとりを完全自動化。またこれまで、GMP関連データをERP※4とMESで管理していましたが、Pharmanage上での一元管理が可能となったことで、作業を軽減することができました。
さらに、今回の新システム導入に伴い電子署名を実施し、静脈認証システムと連携を図りつつ製造指図書や製造記録書を完全電子化しペーパーレスを実現。これは厚生労働省が2005年に認可した医薬品製造の記録に対する変更にいち早く対応したものです。従来システムの電磁的な記録と紙での記録を残す併用の運用からペーパーレスへと切り替えました。
「そのほか、現場のPC画面上に表示される作業手順がフローチャートで示されるなど、より視認性の高いものとなりました。これは、現場作業の効率性をさらに万全なものにしてくれています」(大山氏)

各工程の作業者はタッチパネルを装備したPharmanageの画面上で、必要な手順の確認、製造機器への指示、実行結果を確認といった一連の作業を行う。

稼働を開始した医薬品MESパッケージ Pharmanage。GMPに関連する製造情報などを一元管理している。
徳島板野工場における医薬品製造OPERAシステム(Otsuka Pharmaceutical Electronic Records Advanced System)
システム化の意義を追求しオンリーワンを目指す
2週間という極めて短い期間での導入であったにもかかわらず、徳島板野工場のMESはリニューアル後、1年以上を経た今日まで問題なく安定稼働を続けており、ますます需要が高まるムコスタの生産を支え続けています。
「システムが得意な部分はシステムに任せ、人は人でなければできない部分についてのスキルを向上させていく。それがシステム化の本当の意義だと考えます。そうした取組みの地道な実践が、当工場が目指す、世界に1つ、すなわち"オンリーワン"の競争力の実現に向けた重要な礎にもなるものと捉えています」(兼子氏)
※2012年3月以前の情報は、旧名称が使われているケースがあります。ご了承ください。
用語解説
※1 MES (Manufacturing Execution System)
製造業における入荷から製品の製造、出荷に至る生産活動のトータルな最適化を支援するシステム。製造の指示から製造状況の把握や実績の記録のほか、作業の手順の標準化といった局面でも役立てられ、現場作業の効率化や品質向上に貢献する。
※2 GMP(Good Manufacturing Practice)
質の良い医薬品、医療用具などを供給するための製造時の管理、遵守事項を定めたもの。原材料の入庫や保管、製品の製造や加工、さらに出荷に至るまでのすべての過程で、製品が適切かつ安全に作られ、一定の品質が担保されるよう、事業者が遵守する必要のある基準。
※3 LIMS(Laboratory Information Management System)
原材料、中間品、製品の試験を行い、品質にかかわるデータを管理し、品質管理業務の標準化や効率化を支援するシステム。各種検査機器のデータを自動取得し、試験の効率化や品質向上に貢献する。
※4 ERP(Enterprise Resource Planning)
企業全体を経営資源の有効活用の観点から統合的に管理し、経営の効率化を図るための手法・概念。転じて、それを実現するため企業の基幹業務を支える統合型ソフトウェア。
お客さま紹介

生産本部
徳島板野工場
工場長
兼子 明美氏

IT推進室(徳島駐在)
課長
今村 司朗氏

生産本部
徳島板野工場
生産課 課長補佐
大山 英昭氏
大塚製薬株式会社 徳島板野工場

大塚製薬株式会社 徳島板野工場
大塚製薬株式会社 徳島板野工場
- 所在地/徳島県板野郡板野町松谷
- 操業/1999年1月
- 事業内容/胃炎・胃潰瘍治療剤「ムコスタ」、大豆加工栄養食品「SOYJOY」などの製造
この記事はazbilグループのPR誌azbil(アズビル)の2010年01月号に掲載されたものです。