オーバーシュートと整定時間
制御性(制御の精度)を示す指標。
─ ものづくりにおいて多用される加熱冷却制御でも重要な指標 ─

加熱と冷却の切替えにより対象物の温度を一定に保つ
加熱と冷却を組み合わせ、特定の物質や空間の温度を一定に保つ。そうした温度制御技術が、様々なところで使われています。
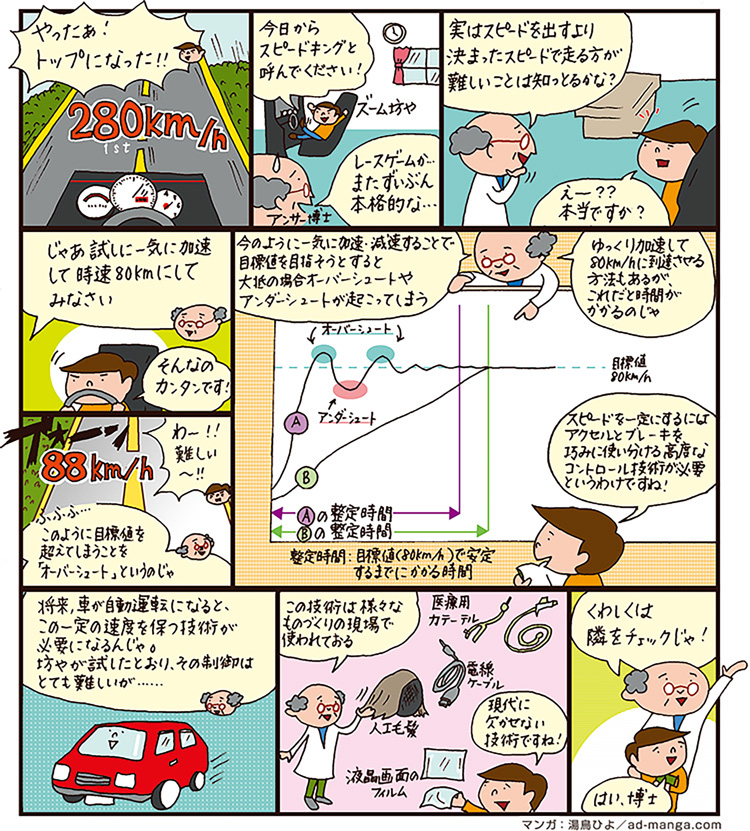
この仕組みは、ものづくりの現場で多く使われています。その中の一つの例が、電線ケーブルなどを樹脂で被覆する際に用いる押出成形機です。押出成形機による電線ケーブルの被覆は、材料の樹脂を一定の温度に溶かし、その樹脂を押し出しながら行われます。ここでも、樹脂を目標 温度で維持する温度制御が行われているのです。
製造現場でのこうした温度調整では、生産条件の変更による目標温度の変化にいかに速やかに追従して安定させるか、また、何らかの要因で温度が変化したとき、いかに速やかに設定した目標温度に戻し、その値で安定させるかが重要になります。所定の温度条件が満たされるまで時間が かかればかかるほど、生産にロスが発生し、製品の品質に影響するからです。
速やかに目標温度に安定させるため高度な制御ノウハウが求められる
しかし、温度を短時間で目標値に安定させる制御は口で言うほどたやすくはありません。目標温度を超えずに安定させるのが難しいのです。例えば、対象物の温度を160℃とする製造工程の場合、設備立上げ直後は160 ℃に向けて加熱するだけです。しかし、温度が160 ℃に達して、加熱をやめても、しばらくは対象物の温度上昇が続いてしまうため、対象物の温度は160 ℃を上回ってしまうのです。この状態を「オーバーシュート」といいます。
目標値を超えてしまった温度を目標値へ戻すために、制御装置は冷却の制御を行います。ところが今度は、冷却により目標温度を下回ってしまいます(アンダーシュート)。下回ってしまった温度を目標値に近づけるために再び加熱を行うというように、加熱/冷却の切替えを何度か繰り 返すことで、ようやく対象物を目標温度で安定させられるわけです。
目標温度に向けて加熱を開始してから、目標温度で安定するまでに要する時間を「整定時間」と呼びます。オーバーシュートしないように制御することもできますが、この場合は整定時間が長くなってしまいます。製造工程では、オーバーシュートの発生を最小化し、整定時間を最短にすることが、生産の効率化につながります。そのためには、温度変化の特性や材料の物性などを詳細に把握し、分析した情報をベースに、加熱と冷却を適正に切り替える高度な制御ノウハウが必要なのです。
押出成形機の場合は、先に説明したとおり加熱して樹脂を溶かし製品を作ります。ところが、目標温度をオーバーしてしまうと樹脂が焦げてしまう、目標温度に届かないと樹脂が固まってしまうといった問題が起こり、製造する製品によっては、求められる品質を保てなくなってしまいます。医療用カテーテル、折りたたみ携帯電話に使われるような極細のケーブル線被覆、液晶画面に用いられるフィルムなど高品質な樹脂製品は、製造時に緻密な温度調整が必要です。
この調整が困難なのは、機械による加熱冷却以外にも、材料の樹脂の温度が変動する要因があることです。押出成形機は、注入口から材料となる樹脂をシリンダーに入れて、スクリューを回し、樹脂を前方に送る構造となっています。このとき、回転するスクリューによる摩擦熱でも、材料の樹脂の温度は上昇するのです。回転が速くなればなるほど、その温度上昇は大きくなり、逆に製造工程の途中でスクリュー回転が遅くなると摩擦熱が減少し温度が下がってしまいます。こうした温度変動は、樹脂の種類、製造工程で加える添加剤などによっても、その特性が異なります。こうした外乱要素にも対応するために、実に複雑な温度制御技術が必要になるのです。
私たちの身の回りにある様々な製品は、このような加熱冷却制御技術で作られた材料が使われています。その製造現場では、オーバーシュートを最小化し、整定時間を最短化するため、制御性の向上に向けた取組みが日夜繰り広げられているのです。

この記事は2013年12月に掲載されたものです。
