プラントの保全効率を向上させる診断機能を搭載した差圧・圧力発信器の開発
キーワード:差圧・圧力発信器,アドバンス診断,圧力周波数指標,標準偏差,導圧管詰まり診断
近年、フィールド機器に対し、FOUNDATION Fieldbus/HART (以下、FF/HART)通信を活用した機器管理システムによるオンラインでの監視、診断が定着してきている。また、診断によるプラント安全、安定操業、メンテナンスの効率化へのさらなる期待が高まっている。こうした背景のもと、プロセスの圧力変動状態を診断するための指標を搭載した差圧・圧力発信器を新たに開発した。本稿では、今回開発した圧力周波数指標、標準偏差の2つの指標と実流による実験結果を紹介する。これらの診断機能により導圧管詰まりのようなプロセスのトラブルの早期発見が可能になる。
1.はじめに
差圧・圧力発信器(以下,発信器)は,プロセスオートメーションを中心に圧力,流量,液位などの計測に使用される汎用性の高い工業計器として世界中で広く採用されている機器である。近年では,単に機器の診断を求めるだけではなく,プロセスの異常を早期に検知することでプラントの保全効率化が求められている。Industrial Internet of Things(IIoT)技術により,常時通信,多変数出力を活用して様々な指標をフィールド機器から提供ができるようになった。これらの情報を活用してもらい,Time Based Maintenance(TBM)からCondition Based Maintenance (CBM)への移行による保全効率向上,およびプロセス品質向上に寄与することが期待されている。
今回,圧力周波数指標と標準偏差によるアドバンス診断機能を搭載したAT9000シリーズを開発した。本稿では,その機能,および実流による実験結果を報告する。
なお,既報(1)の導圧管つまり診断手法は圧力周波数指標により実現している。

図1 AT9000シリーズ
2. 圧力変動状態の診断
本章では,プロセスの圧力変動状態を把握するために新しく発信器に搭載された診断指標について説明する。指標は2つあり,1つは圧力周波数指標,もう1つは標準偏差である。以下の節では各指標の内容とその効果について述べる。また,指標の挙動を確認するため,模擬詰まりを用いた実流試験を実施したので,その結果も報告する。
2.1 圧力周波数指標による診断
本節では圧力周波数指標とその利用方法について述べる。
2.1.1 指標の意味と計算方法
流体の圧力は一定に見える場合でも,複雑に変動していることが少なくない。流れがあるところには不規則な揺らぎ,すなわち揺動が存在する。また,ポンプによって周期的な変動が起きる場合もある。
このような変動・揺動の特徴のうち周波数に着目し,上下動をカウントすることで指標化したものが圧力周波数指標である。上下動カウントによる簡便な指標なので精密な周波数分析はできないが,変動や揺動の傾向を大まかに見ることができる。
圧力の変動・揺動は,その発生源や,それらを伝える媒体である流体や配管に影響を受ける。これら発生源,流体,配管で発生する現象の中には,特定の周波数で揺動が大きくなるものや,周波数が高くなるほど揺動が減衰するものなど,周波数で見ると特徴的なものがある。そのような現象によって起こる変化を検知することが,圧力周波数指標の狙いである。
圧力周波数指標の計算手順の概略を図2に示す。
圧力・差圧センサから取得されたセンサ値の時系列は,まず,一定のサンプル数を持つ区間に分割される。それからフィルタ処理(オプション)を経て,各区間ごとに基準値が計算される。この基準値を横切る回数を数えることで上下動回数をカウントする。この上下動回数は区間ごとに変動するので,複数区間の値で平均をとって平滑化する。最後に,0~1の値となるように正規化して圧力周波数指標となる。
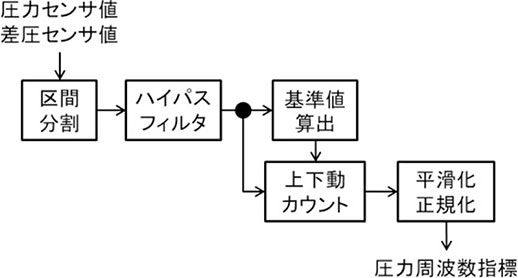
図2 圧力周波数指標の算出手順
ハイパスフィルタの目的の1つは,制御などによって圧力や流量を人為的に変えた時に,診断に影響がおよぶのを抑えることである。このような場合に周波数をそのまま計算すると,制御による変動を異常と誤検知することがあるので,フィルタで影響を除去できるようにした。また,周波数変動の要因となる現象が複数ある場合に,周波数の違いを利用して現象を絞り込むために使うこともできる。
2.1.2 導圧管詰まり診断への応用
圧力周波数指標の主要な応用先として導圧管詰まり診断がある。導圧管の詰まりは差圧・圧力発信器に関するトラブルの多くを占めるが(1)(2),本指標はその進行の診断に有用である。
ここで,圧力周波数指標で詰まりを診断する原理について簡単に説明する(1)(2)。流体の圧力は揺動を含み,細かく上下動している(図3左)。この揺動は導圧管を伝って発信器に到達するため,発信器のセンサで検知できる。ところが導圧管が詰まると,詰まりが圧力揺動に対するローパスフィルタとして作用するので,圧力揺動は周波数が高いほど減衰する(図3右)。これにより圧力周波数指標が変化するため,診断が可能となる。
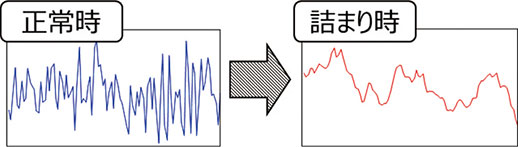
図3 圧力周波数指標による詰まり診断の原理
圧力周波数指標で導圧管詰まりを診断する利点は,比較的広範囲の圧力・差圧に対して同じしきい値を適用できることがある。これは,圧力や流量が変わっても本指標が大きく変化しないためである。これは後述する標準偏差には無い特長である。
ただし,圧力周波数指標は導圧管の詰まり以外の要因でも変化するので注意が必要である。例えば,バルブのハンチングで長周期(低周波)の圧力変動が発生すると本指標値は小さくなる。詰まりは指標変化の主な要因の1つだが,指標変化が必ず導圧管の詰まりを意味するわけではない。
なお,前述したハイパスフィルタを利用することで,導圧管の詰まりと関係が無い長周期成分を低減できる。これにより診断性能を改善できるが,詰まり以外の要因を完全に排除できるわけではない。また,フィルタ係数を大きくすると詰まり診断の性能が劣化する場合もあるので注意が必要である。これは,圧力揺動の詰まりによる変化までもフィルタが除去してしまうためである。
2.1.3 その他の利用方法
前述したように,圧力周波数指標は導圧管の詰まりに限らず,圧力揺動の周波数成分に影響するものであればあらゆる変化に反応する。すなわち,様々な異常や状態を検知・診断できる可能性を秘めていると言える。
圧力揺動の周波数成分が変化する異常としては,ハンチングや気泡混入,プロセス配管の劣化,ポンプやコンプレッサの異常が考えられる。また,流体の性状の監視や推定に利用できる可能性がある。
2.2 標準偏差による診断
本節では標準偏差とその利用方法について述べる。
2.2.1 標準偏差の算出
圧力・差圧(入力圧)の標準偏差を算出する機能である。プロセスの状態変化を検知する診断に応用できる。
入力圧は発信器から上位システムへProcess Variable (PV)として伝送されるが,通常,このPVは発信器でダンピングがかけてあるので,ここから計算される標準偏差は診断には適していない。またこのPVを診断に利用するためには受信側でも対応が必要となる。AT9000シリーズでは,機器内部で高速サンプリングしている入力圧から標準偏差を演算しているので,より正確な値が取得できる。
以下の計算式で標準偏差を算出する。
\(s^{2}=\frac{1}{n}\displaystyle \sum_{i=0}^n (x_i−\overline{x})^{2}=\overline{x^{2}}−(\overline{x})^{2}\)
\(s\):標準偏差
\(x\):入力圧
\(n\):サンプル数
標準偏差を演算する圧力のサンプルレートは約60msであり標準偏差は約60秒に1回演算される。必要に応じてサンプル数を1,000回(約1分)から 60,000回(約1時間)の間で設定できるようにした。また,任意のタイミングで標準偏差演算のサンプル開始ができるため,バッチプロセスの場合,バッチプロセス時間に合わせたサンプル数を設定し,バッチ開始時に演算開始することでバッチごとの標準偏差を求めることもできる。
2.2.2 標準偏差による診断の期待する効果
平均のPVが変わらなくとも変動幅が大きくなる傾向が標準偏差をモニタリングすることで見えるようになる。 さらに,モニタリングした標準偏差は,時系列的なプラント制御状態と重ね合わせることで,ポンプ不調,脈動,ウォータハンマー(水撃現象)など,いつもと異なる状態がどのような時に発生したのかを分析するための基礎データとなる。
発信器がいつもの状態と違うことを検知するので,パトロール点検などの重点箇所の絞り込みなども期待できる。
例えば,圧力周波数指標と併せて使うことで,出力変動の要因が詰まりによるものか,他の要因によるものかが判定可能となる。
2.3 実流試験の結果
診断指標の振る舞いを確認するため,導圧管詰まりを想定した試験を実施した。以下ではその結果について報告する。
試験は圧力計と差圧計について行った。差圧計については片側の導圧管だけが詰まった場合(以下,片側詰まり)についても行った。
2.3.1 圧力計の場合
試験設備の略図を図4に示す。流体は水である。主配管の管径は50mmで,主配管から導圧管となる樹脂チューブを介して当社製ゲージ圧発信器GTX60Gに接続した。樹脂チューブの材質はナイロンで,内径は9mm,外径12mmである。導圧管の途中には模擬閉塞とボール弁を設置した。ボール弁を開くと正常状態に,閉じると詰まり状態になる。試験時のゲージ圧は約34kPaである。
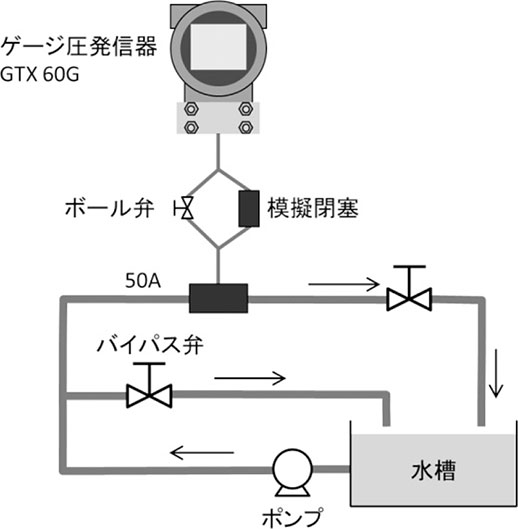
図4 実流試験設備概略図(圧力計)
圧力周波数指標算出時のサンプリング間隔は120ms,ハイパスフィルタのフィルタ係数は0.15に設定した。標準偏差の方はサンプリング間隔が60ms,算出に用いた点数は1,000点である。
図5に得られた圧力周波数指標と標準偏差を示す。圧力周波数指標は正常時に0.435~0.502だったのに対し,模擬詰まり時は0.285~0.301となった。このように,導圧管の詰まりで圧力周波数指標が小さくなることが確認できた。一方,標準偏差は正常時が0.55~0.58kPa,模擬詰まり時は0.29~0.33kPaとなり,やはり詰まりによって小さくなることが確認できた。
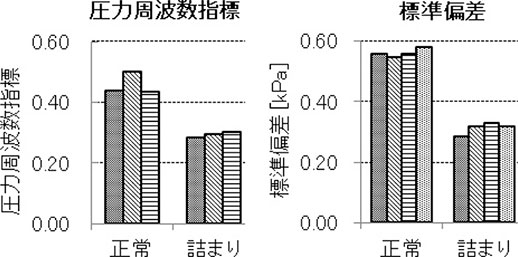
図5 詰まりと診断指標の関係(圧力計)
2.3.2 差圧計の場合
試験環境の略図を図6に示す。流体は水である。主配管の管径はオリフィス(100A用)を含む直管部分では100mm,そこに至るまでのポンプやバイバス弁が設置された区間では50mmである。直管部分の終点から約1/3付近にオリフィスを設置し,オリフィスから導圧管となる樹脂チューブで当社製差圧発信器GTX30Dに接続した。用いた樹脂チューブは圧力計の場合と同じである。導圧管の途中には模擬閉塞とボール弁が設置されており,正常状態と模擬詰まり状態の切り替えが可能である。なお,試験時の差圧は14~15kPaである。
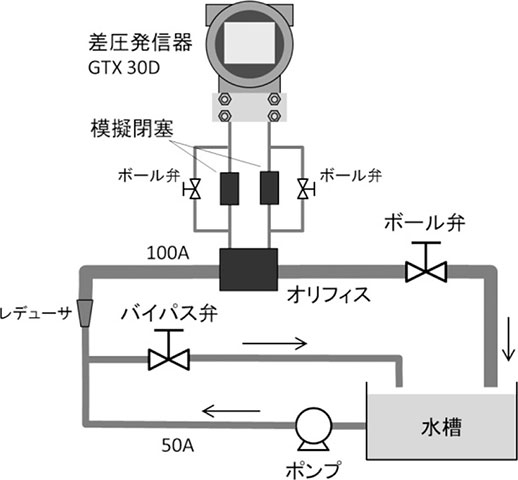
図6 実流試験設備概略図(差圧計)
圧力周波数指標を算出する際のサンプリング間隔は120ms,ハイパスフィルタのフィルタ係数は0に設定した。標準偏差の計算方法は圧力計の時と同じである。
最初に,高圧側と低圧側の両方を模擬つまり状態にした場合(以下,両側詰まり)の圧力周波数指標と標準偏差を図 7に示す。圧力周波数指標は正常時には0.360~0.364だったが,両側詰まり時は0.099~0.140まで小さくなった。また,標準偏差は正常時に0.20~0.30kPaだったのに対し,両側詰まり時は0.11~0.17となった。このように,両方の導圧管が詰まった場合は圧力周波数指標,標準偏差,共に小さくなることが確認できた。
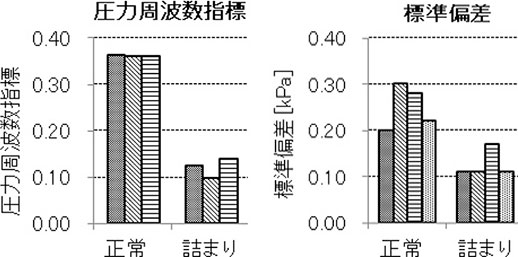
図7 詰まりと診断指標の関係(差圧計,両側詰まりの場合)
次に,片方の導圧管が詰まった場合の結果を図8に示す。圧力周波数指標は高圧側の片側詰まりでは0.448,低圧側の片側詰まり時では0.496となり,いずれも正常時より大きな値となった。一方で標準偏差は,高圧側詰まりでは0.11kPa,低圧側詰まりでは0.10kPaとなり,いずれも正常時より小さい値となった。以上のように,片側の導圧管だけが詰まった時に圧力周波数指標や標準偏差が変化する場合があることを確認した。
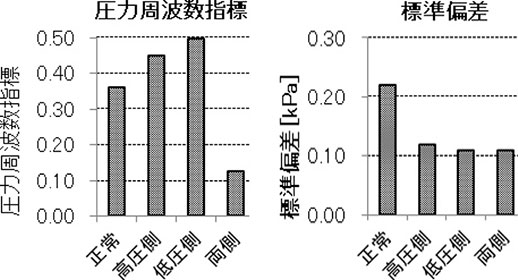
図8 詰まりと診断指標の関係(差圧計,片側詰まりの場合)
なお,この実験結果は片側詰まりを常に検知できることを示すものではない。過去の試験では,片側詰まり時に圧力周波数指標がほとんど変化しない場合があることを確認している。また,この結果では片側詰まり時に圧力周波数指標が大きくなっているが,常にこのように変化するとは限らない。実際,流体やフィルタ係数を変えて行った試験では,片側詰まり時に圧力周波数指標が小さくなった場合もあったことを付記しておく。
本節では,新しいAT9000シリーズに搭載されたアドバンス診断機能が導圧管詰まり診断に利用できることを,実流試験によって示した。 また,差圧計において,導圧管の片側詰まりを診断できる場合があることを示した。差圧計測の場合,導圧管の詰まりは片側から進行することが少なくないため,この結果は有用であると言える。ただし,これらの指標値は導圧管詰まり以外の要因でも変わりうること,片側詰まりの検知が難しい場合もあることに注意が必要である。
なお,本報告では省略したが,流体が空気の場合でも同様な結果が得られた。
3. 診断データのオンラインでの利用
今回,FF通信またはHART通信機能を持つ発信器に前章で紹介したアドバンス診断機能を搭載した。さらに,通信による診断指標の常時収集を可能にした。
本章では,上位ホストシステムと組み合わせることで価値を生み出す傾向監視と,発信器自身が状態変化を検知/通知するアラーム通知機能,およびそれらの利用方法について説明する。
3.1 傾向監視
診断指標を長期間監視することにより,日々の点検では捉えられないプラントの状態変化に気づくことができる。また,プラントの異常発生時には傾向監視した診断指標を使うことにより故障メカニズム解析に役立てることができる。このように,傾向監視をすることでプラント保全に大きく貢献できると考える。
傾向監視する上で,特定の上位ホストシステムに限らず,より汎用的に利用可能とすることが重要であると考え,各通信プロトコルの標準仕様に準拠した出力値で診断指標を取得できるようにした。
FF通信プロトコルでは,センサや診断の情報を取り扱うTransducer Blockのパラメータを,プロセス情報を取り扱うAI Function Blockのパラメータに割り当てる仕組みがある。この仕組みを利用し,Diag-Transducer Blockの診断指標パラメータをAI Function Blockに割り当てることで,通常のプロセス値と同様に傾向監視することを可能にした。パラメータの割り当ては,Channel番号にて行い,50番(CH50)は圧力周波数指標,51番(CH51)は標準偏差をそれぞれ割り当てられる。図9にその様子を示す。
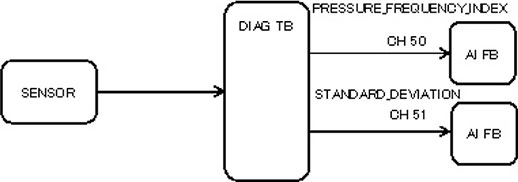
図9 FF通信プロトコルのブロック接続
また,HART通信プロトコルでは診断指標をDynamic Variables(TV=圧力周波数指標,QV=標準偏差)に割り当てているため,HART標準のUniversal Commandを利用することで傾向監視を可能とした。
図10は,上位ホストシステムで接続し,配管詰まりを模擬的に発生させた時の傾向監視のイメージである。差圧の変化幅に合わせて圧力周波数指標と標準偏差が低下していることが分かる。
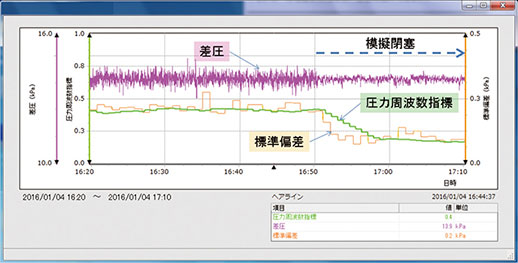
図10 傾向監視の例
3.2 アラーム通知
傾向監視を用いず,プラントの状態変化を簡易に気づく方法として,予め設定した診断指標の正常範囲のしきい値(上下限値)を逸脱した場合に,診断ステータスを通じてアラーム通知をする機能を搭載した。また,常時傾向監視せずともアラーム通知をきっかけに収集データの解析を行い,傾向観察することにも利用できる。
例えば,圧力周波数指標を導圧管詰まり診断として用いる場合のしきい値を求める方法を簡単に説明する。
表1 しきい値の求め方
| 手順 | 作業内容 |
|---|---|
| 1 | プロセスの正常時の状態を観察するため, 数時間から1日程度(運転条件が大きく変わる場合はその条件ごとに必要な時間)を目安に運転し, 診断指標の推移を観察する。 |
| 2 | 詰まり模擬試験を行い,診断指標の推移を観察する。 |
| 3 | 正常状態と詰まり状態の区別が可能であれば, 正常状態の診断指標の推移からしきい値を決定する。 |
上位ホストシステムとの接続がない場合や継続的な傾向監視が難しい環境においても,診断指標の最大および最小パラメータを確認することにより,
しきい値が決定できるようにした。
4. おわりに
本稿では,アドバンス診断を搭載したAT9000シリーズについて以下の報告を行った。
- FF/HART通信を利用した常時通信,多変数出力を活用して様々な指標をフィールド機器から提供ができる。
- ユーザビリティを考慮してフィールド機器単体でアラーム判定/アラーム出力をすることができる。
- 診断情報を収集しておくことで,プロセスや制御の状態を把握できるので,新たな利用方法が広がることが期待できる。
アドバンス診断を加えたことにより,TBMからCBMへの移行による保全効率向上,およびプロセス品質向上に寄与するための機能を提供できた。 ユーザーと共に今後も使い方の可能性を広げていきたいと考えている。
<参考文献>
(1)田原鉄也,青田直之:フィールド機器診断の技術動向と差圧・圧力発信器導圧管詰まり診断技術の開発,azbil Technical Review, 2009, Vol. 27, pp. 50-54
(2)T. Tabaru, N. Aota: Diagnosis of Impulse Line Blockage by Frequency Count Approach, Proceedings of SICE Annual Conference 2010, 2010, pp. 1502-1505, The Society of Instrument and Control Engineering
<商標>
FOUNDATIONおよびHART は,FieldComm Group の商標です。
<著者所属>
近藤 浩市 アズビル株式会社 アドバンスオートメーションカンパニー 開発2部
田原 鉄也 アズビル株式会社 技術開発本部商品開発部
永松 裕子 アズビル株式会社 アドバンスオートメーションカンパニー開発2部
この記事は、技術報告書「azbil Technical Review」の2016年04月に掲載されたものです。