正しく測るための社内基盤整備
キーワード:校正, トレーサビリティ, 精度比, ガードバンド, 物理標準, 技能試験, 不確かさ
企業活動において使用する計測器の校正やそのトレーサビリティは,ISO 9001の要求事項であることからも必須なものであり,当たり前のこととして普及している。ただし,制度上その必要性を認識していても,校正を行う本来の意味や,企業がそのために何をどのようなレベルで実施しているのか,またはすべきなのかに関して深く理解している人は多くないように思える。これらの概要について,いくつかの事例を交えて紹介するとともに説明する。
1.はじめに
製品の開発・評価・製造・検査・保守・メンテナンスなど様々な場面で計測は行われる。そして,測定者はその測定結果から何らかの合否を判定している。開発段階の評価・実験や,生産上の工程内検査や出荷検査,顧客に納入した製品の定期メンテナンスなどの場面ではそれぞれの目的に合った様々な計測器が用いられるが,これら計測器は当然,正しい値を示すものでなければならない。そうでなければ実験の失敗や不良品の製造,検査結果の誤判定などに繋がるからだ。
そのため計測器が正しい値を示すことを確認するために定期的に校正を行う必要がある。校正は,あらかじめ質量値が判明している分銅をはかりに載せ,はかりが正しく値を指示しているかを確認する,といった具合に行われる。この校正は計測器のメーカーに依頼し実施することが可能であろうが,企業が保有する全ての計測器の校正を計測器メーカー等に依頼すると莫大なコストがかかる。そのため,先の例での分銅のように計測器を校正する際の基準となる計測器,即ち標準器を社内で用意し,この標準器をもとに複数台の計測器を校正するということが行われる。そして標準器もまた定期的な校正対象となることから,さらに上位の標準器,そのさらに上位の標準器を用意して・・・というように,社内でいくつかの階層を構成することとなる。
本稿では,校正をはじめとするazbilグループの計測管理に関する概要を紹介する。
2.計測管理に求められる要件
2.1 計測トレーサビリティ
アズビルでは,かねてより社内で使用される多種多様でかつ大量の計測器の校正に対して内製化を進めてきた。図1にその一例を示したが,右側の列が開発や製造部門等で使用されるデジタルマルチメータの直流抵抗測定機能に対する校正の階層を表している。このデジタルマルチメータは,上位のより高精度なデジタルマルチメータやキャリブレータ,標準抵抗器等により校正され,これらを作業用標準器という。そしてこれら作業用標準器はさらに上位に位置する標準抵抗器によって校正されており,この最上位の標準抵抗器に対する校正は国立研究開発法人 産業技術総合研究所(以下,産総研)が1年周期で実施している。
一方,図1の左側の列は重さを測る“はかり”に関するものであるが,この階層を遡ると最上位に位置する標準分銅の校正先は,産総研ではなく他の校正事業者となっている。ただし,この校正事業者自身が保有する最上位の標準器の校正先は産総研になっており,したがって,アズビルの“はかり” は段階的に産総研の管理する質量標準と繋がっていることになる。
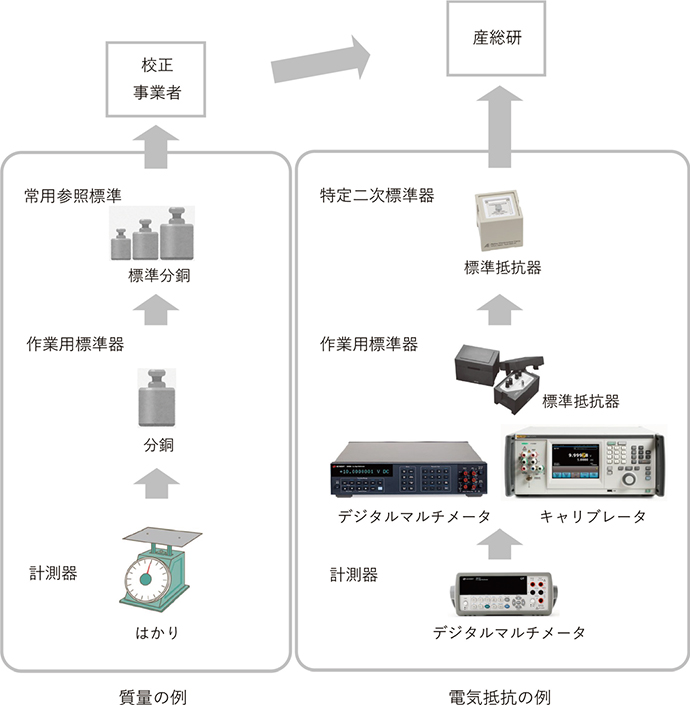
図1 計測トレーサビリティの一例
このように,図1の矢印で表される校正の連鎖を上流に遡り最終的に産総研の管理する国家計量標準(または他国の国際計量標準)まで結び付けられることを計測トレーサビリティ(以下,トレーサビリティ)という。もし,図1左列の校正事業者が産総研に繋がっていなければ,アズビルの質量の基準は校正に出した事業者独自のものということになり,たとえ毎年校正を実施していても世の中の正しい値とはかけ離れたものとなる恐れがある。そのため,トレーサビリティを確保することは重要なことであり,ISO 9001などのQMS(Quality Management System)の要求事項でもある。
2.2 物理標準の供給
図1に示す校正の連鎖であるが,これを産総研から見ると,校正を通して物理標準を産業界に供給していると言える。物理標準とは物理的計測を行うために使用する計測器等の目盛りを決めるための基準である。この物理標準供給の源である国家計量標準は,日本の国内法規である計量法において特定標準器と定められており,主に産総研が管理している。そして,特定標準器によって校正された計測器は特定二次標準器と定められており,図1右列 最上位の標準抵抗器は特定二次標準器である。また,他の校正事業者が持つ特定二次標準器に連鎖して段階的に校正されている最上位の標準器を常用参照標準といい,図1左列の標準分銅がこれに当たる。これら特定二次標準器や常用参照標準を源流にして,企業の校正部門は自社内に物理標準を供給している。
企業の校正部門など,校正事業者のあり方に関して国際規格ISO/IEC 17025(JIS Q 17025)がある。この規格に準拠している事業者を審査を通じてJCSS(Japan Calibration Service System)校正事業者として登録することを,計量法は計量法トレーサビリティ制度として定めている。azbilグループでは以下の3事業者がJCSS校正事業者である。
- アズビル(株)技術標準部計測標準グループ
- アズビル京都(株)校正グループ
- アズビル金門(株)校正サービスセンター
JCSS校正事業者はその登録範囲において特定二次標準器,または常用参照標準をもつことが義務付けられている。
2.3 精度比とガードバンディング
計測器の校正に用いる標準器は,校正対象の計測器よりも高精度の物を用いる必要がある。例えば,温度計の示す値がどれだけ正しいかを調べるために別の温度計を持ってきて,両温度計の先端を近づけた状態で同じ水槽に入れ比較するとする。このとき基準とするべく用意した温度計は,事前に校正されていて,かつトレーサビリティが確保されている必要があり,これによって標準器となり得るわけだが,しかし,この条件だけでは十分ではない。標準器とした温度計が校正対象の温度計と精度面で同等であったり,劣っていたりすると,得られた比較測定結果の信頼性が劣ることになる。より精密で正確な比較測定のためには,より高精度の計測器を用いるべきである。そのため,製品検査に用いる計測器や,計測器の校正に用いる標準器の選定基準に精度比を考慮する必要がある。
精度比とは,「検査や校正などに必要とされる精度=許容差」と「用いる計測器の精度仕様値注1」との比率であり,例えば,精度比4対1では許容差より4倍良い精度仕様の計測器を用いるということになる。
ここで,製品の出荷検査について考えたい。出荷検査の合否判定は,安全のために製品の精度仕様値より内側にマージン(余裕)をもたせた検査スペックを用いて行うのが一般的である。このマージンは多く取るほど誤判定のリスクが減り信頼性が上がるが,その分,検査合格品が減り,不合格品が増える方向となる。そのためリスクとコストを天びんに掛けて適切なマージンを設定したいが,これを決めるのはなかなか悩ましく難しい問題である。
アズビルでは,この検査マージンを,精度比に応じて適切に設定する手法を取り入れ運用している。製品の精度仕様値と検査に用いる計測器の精度仕様値との比率を精度比とし,十分な精度比が取れなければマージンを多く取るという運用である。
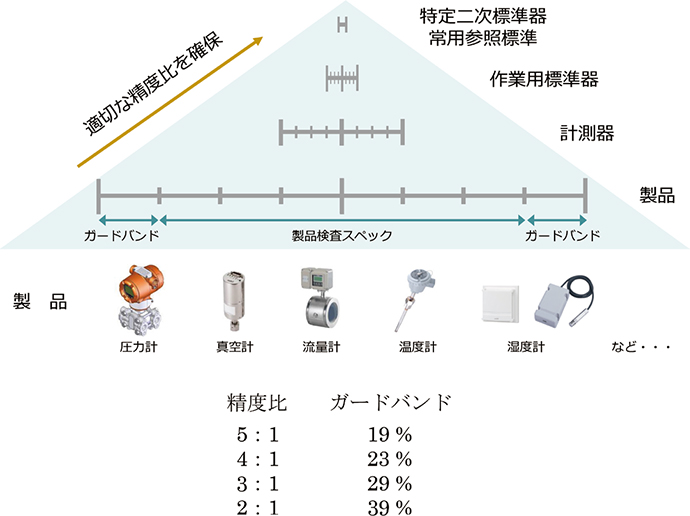
図2 精度比に応じたガードバンドの例
計測器の校正においても同様に,計測器の精度仕様値と標準器の精度仕様値との比率を精度比として,これに応じてマージンを取った幅を調整管理幅としている。校正結果がこの幅を超える場合には,計測器の精度仕様値の内側であっても計測器の出力を調整し,そのあとに再校正する流れだ。
これらのマージンをガードバンドと言うが,図2にアズビルにおける精度比に応じたガードバンディングの一例を載せた。精度比とガードバンドの関係は巻末の参考文献(1)に記載の書籍にまとめてあるので,詳細はそちらを参照いただきたい。
注1 「用いる計測器の精度仕様値」としたが,正確には「その計測器を用いて実施する測定結果の拡張不確かさ」が正しい。ただし,厳密に個々の測定結果に対する不確かさを求めることは現実的ではないため,それよりも数値として大きいと想定される計測器のメーカー精度仕様値を用いる運用としている。
3.精度が高いとは
図2で表したように,社内のトレーサビリティにおける階層を上流に遡るほど必要とされる精度は高くなっていく。そのため製品の精度仕様をより良いものとして市場に出すには,それだけ社内標準に高精度が要求され,最上位に位置する標準の精度維持,およびその管理体制の構築に労力をかけることとなる。
ここで,「精度が良い」や「精度が高い」ということについて整理したい。端的に言うと,測定結果の「ばらつき」と「偏り」が小さいということになる。ばらつきが小さいとは,測定中に計測器の指示値がばらつく幅,ふらつく幅が小さいということだけではなく,同条件下で同じ測定を繰り返した際に得られる測定結果の一致の程度の良好さでもある。そのため,ばらつきの小さい測定結果を得るには,決められた手順で精密に測定することが必須であるが,ただ決められたルールに従って測れば良いということではなく,いつ測っても同じ測定結果が得られるように,測定環境・測定条件を整えることが必要となる。場合によっては安定した測定系を作り出す必要もある。例えば,高精度・高感度が求められる電気計測では,計測器のフレームグラウンドや電源アースの接続状況により測定結果が変わることがあるため,(自動測定のために通信ケーブルにより接続した)コンピュータを含めた測定系全体の回路に応じた最適な配線方法を選択する必要がある。圧力計測や湿度(露点)計測では気圧変動が測定のばらつきに影響するため,高精度を求める場合は測定系における試験槽などの気圧制御が必要となるかもしれない。また,気温の変動は全ての測定結果に影響を与えるし,相対湿度が特性を変える量もある。そのため,部屋全体の気温・相対湿度を制御し,監視および記録することが必須となる。
そうした上で,実施した測定結果の偏りが小さいこと,正しい値であることを,標準器(によって実現する値)との比較,即ち校正によって確認する。その結果,想定以上の偏りが認められれば測定原理や物理現象と照らして,その原因および関係を特定し,把握し,適切に補正する必要がある。そのためにもトレーサビリティを確保しなくてはならない。ばらつきが小さく再現性の高いセンサや計測器を作り出すことは可能かもしれないが,絶対値の正しさ,値の偏りを把握するためにはトレーサビリティが必須となる。
4.社内物理標準の構築
4.1 物理標準の拡張
アズビルが,社内で使用し自ら校正する計測器は多岐にわたり,その対象量は様々な物理量である。この中でも基礎的な社内インフラ整備のためや,圧力計・真空計・湿度計・露点計・流量計といった自社製品の精度保証および担保のために,電気(直流・低周波)・温度・圧力・湿度・流量に特に力を入れており,これらの量の最上位に位置する標準器は産総研に直接校正に出し,特定二次標準器として運用している(温度標準は日本電気計器検定所から)。産総研ではない校正事業者に校正を依頼し,トレーサビリティを確保することもできるが,図1および図2で示すように校正の階層が増えるとそれだけ精度(正しくは拡張不確かさ)が悪化することになるため,最良の精度を必要とするこれらの量については,産総研での校正が必要であった。
その1つに電気抵抗標準がある。図3にアズビルにおける抵抗標準の構築例を示したが,2台の標準抵抗器1 Ωおよび10 kΩを産総研に校正依頼し,特定二次標準器として標準の供給を受けている。ただし,社内で必要な抵抗の範囲は1 mΩから10 GΩの範囲であり,当然この2点の抵抗値だけでは必要範囲をカバーできない。そのため,産総研から供給される2つの抵抗値をもとにして,他の定格の抵抗器(作業用標準器)を校正し,範囲を拡張する必要がある。
まず,1 Ωから10 kΩに挟まれた範囲の抵抗器10 Ω,100 Ω,および1 kΩの3点を校正する。高精度なブリッジ回路を用いて,1 Ωを標準にして10 Ωを,次に10 Ωを標準にして100 Ωというようにして10倍ずつ校正していき,1 kΩを標準にして校正した10 kΩの校正結果と産総研から供給された10 kΩ抵抗値との一致の程度を評価することで,この範囲の測定結果の妥当性を確認している。
次に1 mΩから1 Ωの低抵抗範囲では,安定した測定のために大きい電流で測定する必要があり電流源と高精度な電流トランスを用いて測定する。10 kΩから10 GΩの高抵抗範囲では測定電流が微小となりノイズの影響を受けやすくなるため,高安定な測定を行うための特別な回路を実現する装置や設備を用意して測定している。
こうして低抵抗は1 mΩまで,高抵抗は10 GΩまでと拡張するわけだが,これらの範囲は産総研から校正され供給された値の範囲外であり,自らが拡張した値であるため,作り上げた1 mΩや10 GΩといった抵抗値がどれだけ正しいのかを客観的に示せる根拠が必要となる。
そのため,信頼でき,自身より能力の高い,または同程度の測定能力をもつ校正事業者と同一の抵抗器を測定し合い,互いの測定値がある範囲で一致することを確認する技能試験や試験所間比較に参加し,自らの測定能力を確認している。

図3 電気抵抗標準の構築例
また,産総研から校正されている2台の特定二次標準器だが,この校正は1年周期で行われるため,1年の間の抵抗値変化を監視しなくてはならない。そのため,同程度の能力をもつ同定格の抵抗器を準備し,1対1の測定を行う。これを1年の間に何回か行い,測定結果に大きな変化がないことを点検することで,標準が維持されていることを常に確認,監視している。
4.2 技能試験
前述した技能試験や試験所間比較であるが,校正事業者が自身の能力を確認し,その維持を監視するための手段として,これに参加することは2.2節で述べたISO/IEC 17025 (JIS Q 17025)の要求事項でもある。技能試験や試験所間比較は,参加事業者が同一の計測器を校正し,通常,能力の高い参照機関の校正結果を参照値として,自身の校正結果と参照値との差について評価する。その評価は次のEn数と呼ばれる数値を用いて実施されるのが一般的だ。
\(x\):参加事業者の校正結果
\(X\):参照値
\(U_{lab}\):参加事業者の校正結果の拡張不確かさ
\(U_{ref}\):参照機関の校正結果の拡張不確かさ
\({E}_n\)数の絶対値が1より大きいと不満足な結果と評価される(\({E}_n\)数は,技能試験スキーム提供者に関する国際規格ISO/IEC 17043(JIS Q 17043)に記載されている)。また,上式右辺の分母に含まれる拡張不確かさに関して,その詳細説明は本稿の範囲を超えるため,以下に簡単な説明を記載する。
校正結果や測定値は1つの値として表されるが,性質上,1つの点ではなく3章で述べたようなばらつきの幅がある。その幅は完全にランダムなばらつきだけではなく,定量化できず補正できない偏りも含んでいる。これら校正結果や測定値を不確かにさせる各要素を全て合成して得られる幅のどこかに本当の校正結果,測定値が存在することになる。ではどのぐらい自信をもって本当の値が含まれていると言えるかという点において,一般的に95 %の信頼の水準をもって本当の値が含まれるとする幅を拡張不確かさとして表し,校正結果や測定値と合わせて表明する。
そして,不確かさにはその見積もり方法に国際的なルールがあるため,技能試験などで校正結果を比較する際には,測定値の質を表す指標として必須なものとなる。また,不確かさを校正結果に含めて報告することはISO/IEC 17025(JIS Q 17025)の要求事項でもあり,そのため,JCSS校正事業者の発行するJCSS標章付き校正証明書には,その記載が義務付けられている。
4.3 産総研技術コンサルティングの活用
電気抵抗標準の構築例について前述したが,校正範囲の拡張とそうして構築した標準の正しさを技能試験に参加するなどして確認し,これらの作業の繰り返しによって,他の物理量でも同様に高精度の社内物理標準を構築し,その妥当性評価を行ってきた。そうして長年,維持してきた社内標準ではあるが,やはり一定の年数を超えると劣化による機能低下が生じてくる。標準器の寿命は長いものからそうでな いものまで様々であるが,産総研などの上位校正機関による校正以外にも定期的な自主点検を行うことにより,標準器の健全性確認を地道に行う必要がある。4.1節の例で同定格の抵抗器を用意すると述べたが,これはバックアップとしての機能でもあり,意図しない故障などの不測の事態にも対処できる体制を整えている。
また,異なる材料や構造,測定原理を用いて,より優れた機能や精度を実現する新たな計測器に移行することもある。アズビルにおける直近の例では,小型プログラマブルジョセフソン電圧標準装置(以下,小型PJVS装置)を導入し,直流電圧標準をこれに移行する作業を現在進めている。詳細は控えるが,ジョセフソン電圧標準とは産総研をはじめとした世界各国の国立標準研究所において運用される一次標準器(国家標準)であり,超伝導技術を用いて量子化された定電圧ステップを発生し,原理的に経時変化しない電圧標準といえる。アズビルが導入した小型PJVS装置は,産総研にて開発されたジョセフソン電圧標準素子(図4参照,中央黒色の部分に集積されている)を核として,極低温冷凍機,バイアス電流発生装置,およびマイクロ波照射装置等から構成されている。
この装置の導入により非常に高精度な電圧標準の運用を期待できるが,アズビルが保有する測定環境やシステムの中でそのパフォーマンスをどれだけ発揮できるかを確認しなくてはならない。そこで,産総研技術コンサルティング(産総研が有償にて提供する産業技術支援制度)を利用し,産総研との比較試験を行った。具体的には,ツェナー型電圧標準器という計測器(これは従来の電圧標準器であり,校正事業者の保有する最上位の標準器として広く使われている)を仲介したのだが,まず,アズビルで小型PJVS装置を標準としてツェナー型電圧標準器を校正したあと,産総研にツェナー型電圧標準器を持ち込んで校正してもらい,アズビルの測定値がどれだけ産総研の値と一致するかを確認した。そして,この結果からアズビルの測定手順や周辺機器について再考し,改善のためのアドバイスをいただくなどした。
この産総研技術コンサルティングだが,アズビルでは,真空や流量など他の物理量においてもその社内標準構築のために活用してきた経緯がある。これらは対象とする測定範囲や目標とする不確かさの小ささにおいて,参照値を供給し得る他の校正事業者が存在しなかったため,産総研技術コンサルティングを契約し,産総研との比較試験を行った。
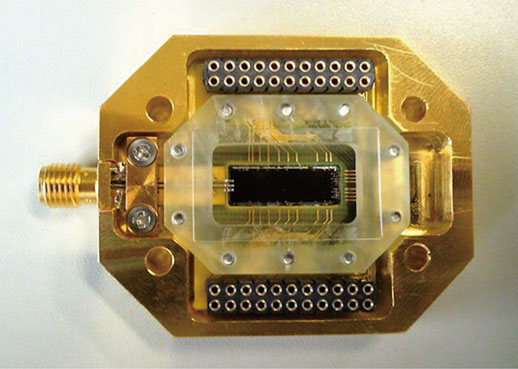
図4 ジョセフソン電圧標準素子
新たな社内物理標準の構築において困難で新しい技術的な課題に対する産総研技術コンサルティングの活用は,最も早く確実な方法ではないだろうか。
5.おわりに
校正をはじめとした計測管理とその源流となる社内物理標準の構築について述べてきたが,これは社内で使用される計測器が正しい値を示すようにするための必須な活動であり,その目的は自社製品の精度保証およびその担保にある。校正管理の内製化により校正費用の流出を抑制できるが,コスト上のメリットはそれだけではなく,社内物理標準の構築によって,例えば生産上の不具合点検や新製品開発における試作物の評価などに対する実行スピードは格段に上がり,その効果は絶大なものとなる。そのため,アズビルでは製品の企画段階から同時に物理標準開発を開始した例がいくつもある。真空計や熱式微小流量計といった製品はまさに“測れないものは作れない”という考えに基づき製品化に至った事例と言える。
こういった我々の活動を通じて,計測の重要性,正しく測ることの大切さがより認知されれば幸いである。
<参考文献>
(1) 山口徹, 伊林洋志, 新沢陽介, 江口忠登美, 磨田光夫, 現場技術者のための計測技術入門, 日本規格協会
<著者所属>
新沢 洋介 アズビル株式会社 技術標準部計測標準グループ
この記事は、技術報告書「azbil Technical Review」の2022年04月に掲載されたものです。
- 2026年発行号
- 2025年発行号
- 2024年発行号
- 2023年発行号
- 2022年発行号
- 巻頭言:計測の信頼性確保に不可欠な計量標準
- 特集に寄せて
- 正しく測るための社内基盤整備
- 高度に安定した校正環境を実現する新校正施設
- 液体流量計の開発と品質管理のための標準供給体制構築
- 膨張法による高精度真空標準の確立
- 安定した湿度校正を実現する低露点発生装置の開発
- 市場要求に応える気体大流量の標準供給体制構築
- 燃焼安全ソリューションで実現する改正JISに適合した設備対応
- 小型で環境に配慮したフィルタ付き減圧弁の開発
- 位相型回折格子を用いた光学式測距技術の開発
- 組込機器にて最新情報技術を活用可能とするプラットフォームの実現
- 繋ぐ・調べる・動かすを1つに凝縮したスマートHARTモデムの開発
- 小規模ビルのエネルギー管理に貢献するビル管理システム SmartScreen2
- 2021年発行号
- 2020年発行号
- 2019年発行号
- 2018年発行号
- 2017年発行号
- 2016年発行号
- 2015年発行号
- 2014年発行号
- 2013年発行号
- 2012年発行号
- 2011年発行号
- 2009年発行号
- 2008年発行号
- 2007年発行号
- 2006年発行号