次世代調節弁6000シリーズの開発
キーワード:調節弁,6000シリーズ,LES,パラメータ設計,モジュール設計,部品種類数削減
次世代調節弁6000シリーズを開発した。主な特徴として,定格CV値の向上による制御範囲拡大と部品種類数削減による納期短縮が挙げられる。定格CV値はLES非定常解析とパラメータ設計を活用した流路最適化設計により現行品比で最大143%向上させた。また,部品種類数はモジュール設計を活用することにより現行品比で51%削減した。これらの取り組みを本稿で報告する。
1.はじめに
調節弁は外部信号を受けて流路の開口面積を調節し流体を制御する操作端であり,プラントや工場の配管系で広く使用されている。アズビル株式会社は1930年代からグローブ弁を主力として開発・生産を続けている。
現行主力品のグローブ弁としてCV3000とアルファプラスの2シリーズあり,両者は図1に示すように仕様が重複しているが,設計思想の違いから部品の共通化が困難となっている。その結果,部品種類数が増加し,在庫比率の低下により製品納期の短期化を困難にしている。また,選定時に定格CV値注1が不足していたため広い制御範囲の要求に対応できず2台の調節弁を併用する場合もあった。
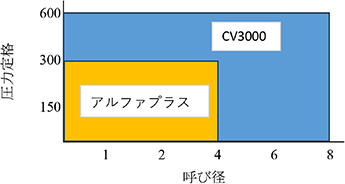
図1 現行品の仕様範囲
これらの課題を解決するため,シリーズを統一して部品種類数を削減し,在庫比率を向上させるとともに製品納期を短縮する。さらに,定格CV値を向上し制御範囲を広げることで,1台で対応できる範囲を増やす。これらを目標として次世代調節弁6000シリーズの開発を行いリリースした。本稿ではその取り組みを報告する。

図2 6000シリーズ調節弁の外観
注1 CV値とは容量係数のことであり,非圧縮性流体の場合は下記式で表される(1)。
\[
C_V
= \frac{Q}{N_1}
\sqrt{\frac{\rho/\rho_0}{\Delta_p}}
\]
\( Q \):流量,\(N_1\):定数,\( \rho/\rho_0 \):相対密度,\(\Delta_p\):調節弁前後の差圧
2.製品の概要
2.1 仕様
表1から表3に6000シリーズの主な仕様を示す。
表1 6000シリーズ本体部代表仕様
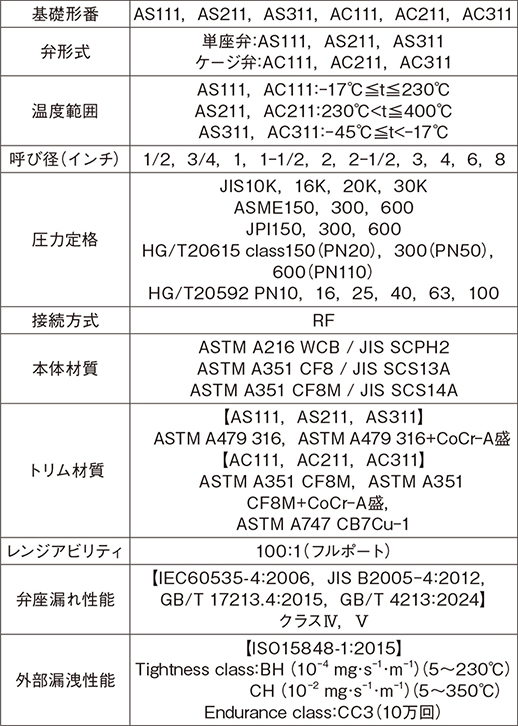
表2 定格CV値
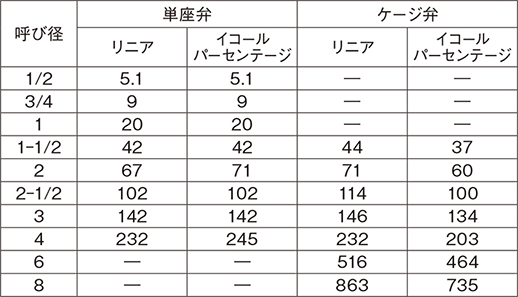
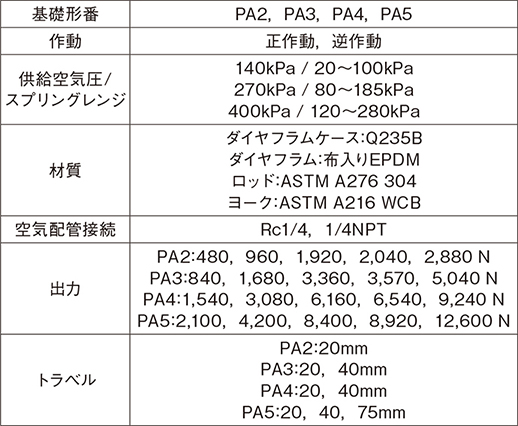
表3 6000シリーズ操作器代表仕様
2.2 特徴
制御範囲を拡大させるため定格CV値(制御可能な最大値)を向上させるとともに,レンジアビリティ(Rb)(制御可能な最大値と最小値の比)を拡大させた。
部品種類数を削減し在庫比率を増やすことで現行品に比べて納期を短縮した。
3.特徴を達成した手段と成果
3.1 制御範囲拡大のための流路最適化
3.1.1 流路最適化の設計プロセス
制御範囲を拡大するために定格CV値の向上とRbの拡大が必要となることを記したが,本節において定格CV値の向上を目的として実施した流路最適化の過程について報告する。
まず,3次元CADを用いた流路設計を前提に図3に示す最適化設計プロセスを構築した。本プロセスにより,定格CV値向上を可能とする最適流路形状の決定が可能となる。また,パラメータ設計と最適化は製造時に生じ得る寸法ばらつき等を考慮しており,これらの外乱に対して高いロバスト性を有し,かつ定格CV値向上を可能とする最適流路形状の決定が可能となる。
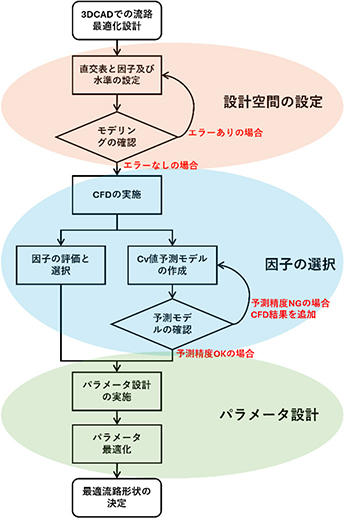
図3 最適化設計プロセス
3.1.2 設計空間の設定
最適化設計プロセスの実施には,設計空間の設定が必要となる。流路形状を決定する各寸法をパラメータとして選定し,それぞれに水準を設けることで設計空間を構成する。多くのパラメータの選択と幅広い水準の設定によって,より広範な設計空間が確保できる。一方,流路形状には口径や面間寸法などの制約条件があり,これらを遵守した水準設定が求められる。加えて,流路形状は3次元の複雑な形態であるため,各寸法の拡大縮小に伴う整合性のあるモデリングが重要となる。
以上の要件を考慮し,本開発ではL36(\(4^{\text{1}} \times 3^{13}\))直交表を適用し,14種類の寸法因子と各水準からなる設計空間を設定した。適用した制御因子,水準,直交表,及び各行で定義される流路モデル形状を図4に示す。
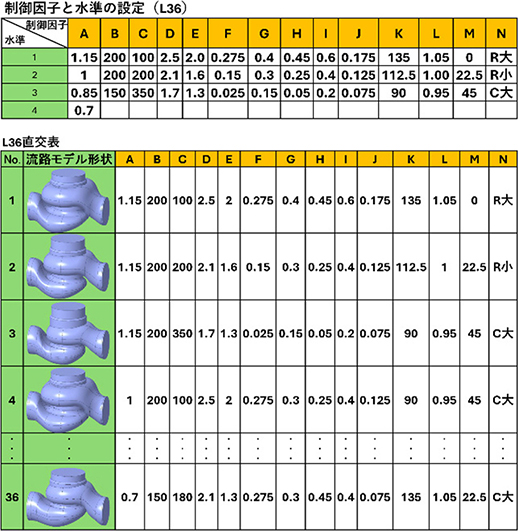
図4 設計空間の設定
3.1.3 因子の選択
図4で設定したL36直交表の因子の中からCV値への影響の大きい因子を選択する。L36直交表の各モデルについてComputational Fluid Dynamics(CFD)によるCV値の予測を行い,パラメータの寄与率を分散分析で評価した。
ここで,CFDによるCV値予測手法について説明する。一般的な弁内流れでは,弁内の最縮流部における圧力損失が主要な支配因子となる。この場合,Reynolds-Averaged Navier-Stokes(RANS)を適用した平均場的な予測でも十分な精度が得られることが知られている。一方,CV値向上を目指すと縮流部の圧力損失に加えて,流路全体(特に縮流部に至る前までの区間)における圧力損失の寄与が増大する。この状況下では,弁の流路形状の影響による流れの剥離や衝突,旋回など,複雑かつ非定常な渦構造の解析予測が重要となる。そのため高CV値流れの予測に関しては,全ての渦を渦粘性でモデル化して解くRANSによる解析では予測精度に限界があった。
以上の課題から,本開発では乱流モデルに渦構造を直接計算できるLarge Eddy Simulation(LES)を適用した。LESは前述の複雑な流れ場を精度よく予測できる反面,RANSに比べると膨大な計算資源(モデル規模大及び反復計算回数)を必要とする乱流モデルである。そのため,本開発ではスーパーコンピュータを使用した大並列(200~1000並列)の計算に取り組み,モデル規模及び反復計算回数を確保することができた。
上述したLESによるCV値の解析値を用いて,各パラメータの寄与率を分散分析により評価した。ここからCV値への影響が大きい因子を抽出し,L18直交表を用いたパラメータ設計に展開する。特性値をCV値として整理した要因効果図を図5に,分散分析により抽出した因子の例を表4に示す。ここでは寄与率の大きい順に8つの因子を抽出した。さらに,L36直交表の各因子の値とCFD結果を多層ニューラルネットワークモデルに学習させ,CV値を予測する回帰モデル(CV値予測モデル)を作成する。この際,L36直交表に含まれないパラメータの組み合わせをサンプリングし,そのCFD解析結果に対して,CV値予測モデルの予測精度が±10%以内であることを確認した。サンプリングは,設計空間の全組み合わせ(6,377,292通り)の中から,CV予測値が最大,中間,最小となる3点を選定した。予測精度が±10%を超えた場合は,該当するCFD結果を追加学習させ,精度が±10%以内に収束するまで同様の追加学習を繰り返した。以降のパラメータ設計では,このCV値予測モデルを使用する。各因子とCV値予測モデルの概念図を図6に示す。
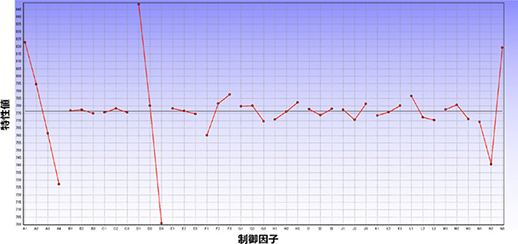
図5 要因効果図(特性値:CV値)
表4 分散分析
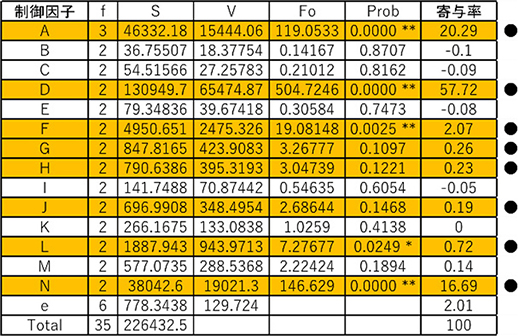
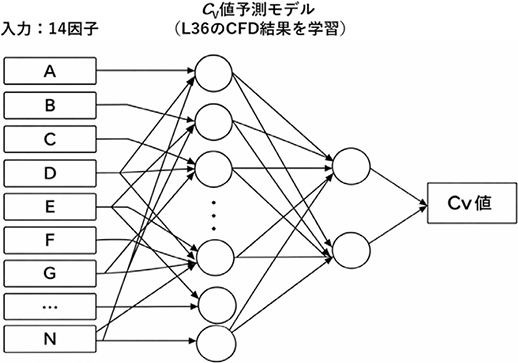
図6 CV値予測モデル概念図
3.1.4 パラメータ設計
3.1.3で抽出した制御因子をL18(\(2^{\text{1}} \times 3^{7}\))内側直交表に割り付け,理想機能をゼロ点比例式で定義したパラメータ設計を行う。CV値の理論式(1)(1)を変形して得られる式(2)より,信号因子を\( Q \),計測特性を\( \sqrt{\Delta P} \) ,ゼロ点比例式の傾き\( β \)をCV値の逆数に定数を乗じた値とする。
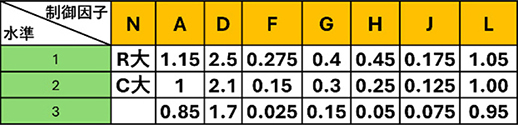
\begin{align} Q &= 0.0865\,C_V \sqrt{\Delta P} \tag*{式(1)} \\ \sqrt{\Delta P} &= \frac{Q}{0.0865\,C_V} \tag*{式(2)} \end{align}L18直交表に用いた制御因子と水準を表5に示す。なお,直交表の計測特性の評価にはCV値予測モデルを使用する。
表5 制御因子と水準の設定(L18)
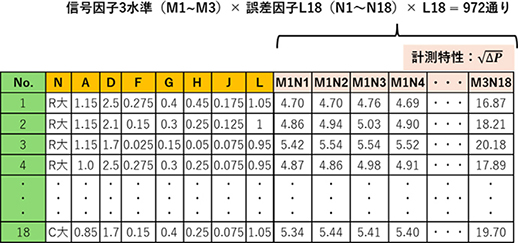
本開発において採用した流路構造は,鋳造プロセスによる製作を前提としている。そのため,鋳造時に発生する寸法ばらつきに対するロバスト性を考慮した最適化を検討した(品質工学会, 2007(2))。具体的には,各制御因子について内側直交表の水準ごとに,実際の鋳造品に想定される寸法変動を誤差因子として外側直交表(N1~N18)に配置した。誤差因子の水準は基準寸法比で設定し,各水準の詳細を表6に示す。また,3水準の信号因子(M1~M3)を設定した直交表の全体図を表7に示す。表7から,組み合わせごとに信号因子と誤差因子の積である54通り(3×18)の試行が必要となることがわかる。したがって,直交表全体では合計972通り(54×18)の試行が必要となるが,CFDで計算することなくCV値予測モデルを活用することで各特性値を数秒で取得することができた。その結果,パラメータ設計を現実的な時間内で実行することができた。
表6 誤差因子と水準の設定(外側直交表)

表7 直交表全体
以上から得た要因効果図を図7に示す。なお,ゼロ点比例式の傾き\( β \)はCV値の逆数に関連するため,\( β \)が小さくなるとCV値が大きくなることに注意する。
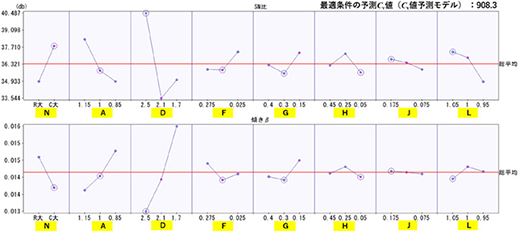
図7 パラメータ設計の要因効果図
SN比と傾き\( β \)を総合的に判断した各因子の最適水準を図7に白丸で示す。最後に,確認解析として最適流路形状を用いたCFDによるCV値と予測モデルとの比較結果を表8に示す。表8より,予測によるCV値908.3に対して,CFDでの確認解析によるCV値は907.1となり,良好に一致(0.1%差)していることがわかる。これより本稿に示す流路の最適化設計プロセスの妥当性を確認できた。
表8 CFDと予測モデルのCV値比較

3.1.5 定格\(C_V\)値向上の結果
本節で述べた流路の最適化設計プロセスを各呼び径で実施し,それぞれの最適流路形状を決定した。決定した流路形状は,流路下部にスタビライザー(整流機構)を設置する点が現行品の形状と大きく異なる(図8)。流路全体の形状最適化に加えて,スタビライザーの最適な配置により圧力損失の少ない効率的な流れを実現し,高CV値を達成している。
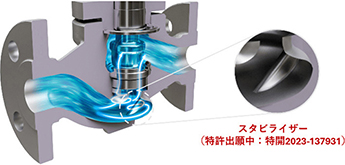
図8 スタビライザー構造
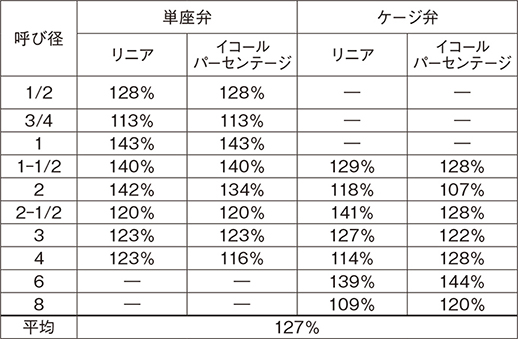
この最適流路形状をベースに製品形状を決定した結果,現行品と比較して最大で143%,全体平均においても127%という定格CV値の向上を達成することができた。最終的に実機による流量試験で確認した本開発品の定格CV値と現行品との比較を表9に示す。
表9 現行品との定格CV値の比較
3.2 モジュール設計活用による部品種類数削減
現行品においては,仕様が重複しているシリーズが2つ存在することに起因し部品種類数が増加し,在庫比率の低下により納期短縮が難しくなっていた。本節では,モジュール設計の活用により部品種類数を削減し,在庫比率向上により納期を短縮した取り組みについて報告する。
一般的にモジュール設計は下記①から④の手順で進める(3)。
- ① 製品ミックス確立
- ② MDベースの設計・製造連携VE
- ③ 製品運用標準化提案制度
- ④ 設計のモジュール化
本稿では製品ミックス確立(シリーズの統一,操作器ラインナップ決め),設計のモジュール化(上蓋部品種類数削減)について報告する。
3.2.1 製品ミックス確立(シリーズの統一)
6000シリーズ開発に伴い,仕様が重複する現行品を将来6000シリーズに統一していくことで仕様の重複を解消し,部品種類数を大きく削減することができる。呼び径4のアンバランスプラグを例にとって説明する。アンバランスプラグは図9に示すようにシートリングとの隙間を調節することで開口面積を変化させ流量を変化させる部品である。また,部品形状は定格CV値,流量特性,レンジアビリティ,操作器機種で決まり,部品種類数は部品形状を決める仕様に材料数を乗じて決まる。シリーズを統一した場合の部品種類数削減結果を表10に示す。
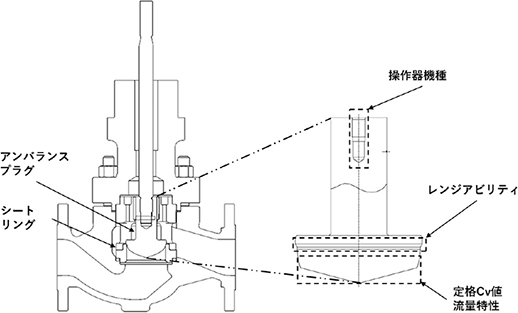
図9 アンバランスプラグの部品形状を決める仕様
表10 アンバランスプラグ部品種類数削減(呼び径4)
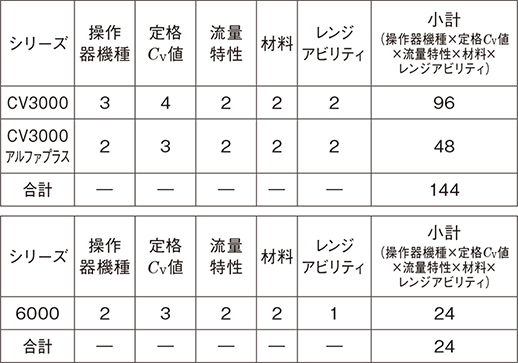
表10より,シリーズが削減されることで部品種類数が144から24に大きく削減できることがわかる。
3.2.2 製品ミックス確立(操作器機種数決め)
操作器機種数は本体と異なり配管呼び径の制約がないため経済性評価に基づいて決定した。その手順を以下に示す。
現行品と6000シリーズ操作器は同じ方式である空気式操作器のため,現行品のコストを基に6000シリーズのコストを予想し機種数を決定する。現行品の機種別総コスト(1台当たりのコスト×年間出荷台数)と操作器出力の関係を近似曲線として表し,6000シリーズの機種ごとのコストを近似曲線から四角形状として表した結果を図10に示す。図10は例として機種数を5とした場合であり,操作器出力は表11に示す標準数R3列を採用すると4.6kN,10kN,22kN,46kN,140kNとなる。最大操作器出力はR3に従えば100kNとなるが,要求最大出力は140kNのため100kNを調整し140kNとした。図10の機種ごとのコストと近似曲線との差分である斜線部分は,1機種当たりでカバーしなければならない操作器出力幅が広いために発生する余分なコストを表す。
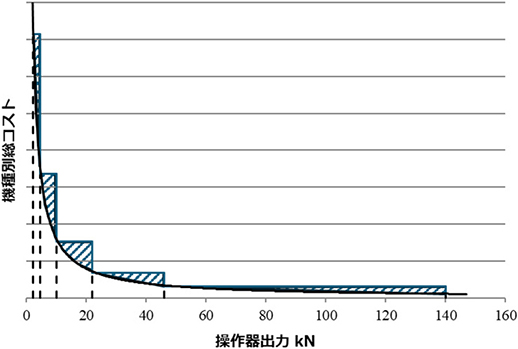
図10 操作器出力と機種別総コスト
表11 標準数
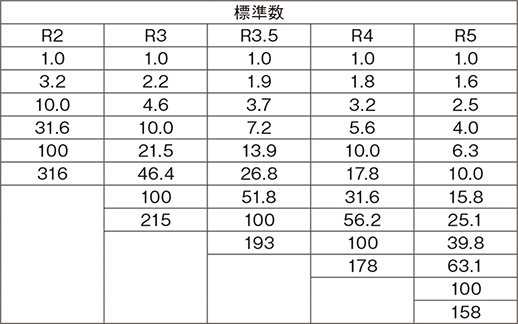
図10より,操作器機種数が少ないと機種ごとの操作器出力幅が広くなり余分なコストが増えることがわかる。反対に,操作器機種数が増えるほど近似曲線に近づき余分なコストは減少する。最適な操作器機種数を決めるため,操作器機種数と余分なコストの関係を図11に示す。図11より,操作器機種数が8になると余分なコストの低減はほぼ飽和するので操作器機種数は8とした。ただし,本節で実施した操作器機種数は今後の拡張仕様も視野に入れて検討したが,本稿の段階である初期リリース時の操作器機種数数は4である。
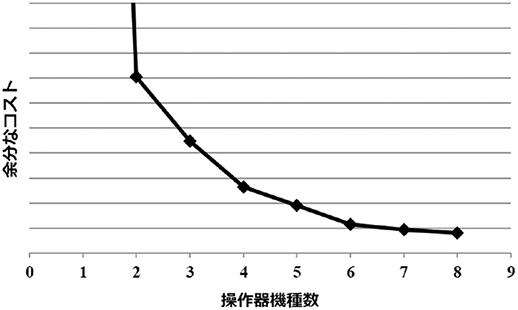
図11 操作器機種数と余分なコスト
3.2.3 設計のモジュール化(上蓋分割の例)
上蓋は図12に示すように弁本体とボルト・ナットで締結して使用する部品である。上蓋は図13に示すように本体の呼び径,圧力定格と操作器機種によって形状が決まるため部品種類数が多い。上蓋を一体構造から分割構造にすることにより,掛け算で増えていた部品種類数を操作器機種に依存する部分を足し算にすることで部品種類数を削減できる。理論的に上蓋を分割構造にした場合の呼び径当たりの部品種類数を比較検討した結果を表12に示す。
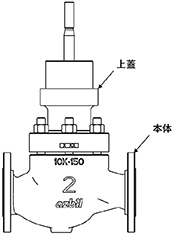
図12 上蓋部品
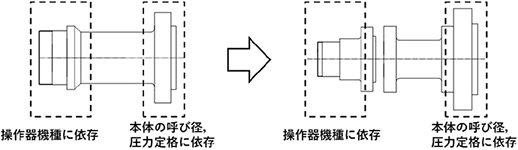
図13 上蓋のモジュール分割例
表12 上蓋分割構造による部品種類数
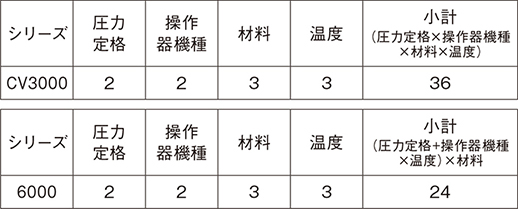
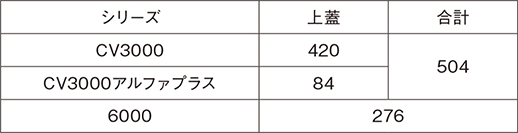
表12より,部品種類数を36から24に削減できることがわかる。ただし,製品化にあたっては生産効率も考慮し,表13に示すように受注の多い仕様は一体構造に,受注の少ない仕様は分割構造とした。また,分割構造の呼び径6と8の上蓋は呼び径の小さい部品を流用し,部品種類数を削減した。さらに,6000シリーズは本体と上蓋の締結ガスケット種類を2種類に増やした。結果として,上蓋全体で表14に示す部品種類数となり504から276に部品種類数を削減することができた。
表13 上蓋構造

表14 上蓋部品種類数
3.2.4 部品種類数変化
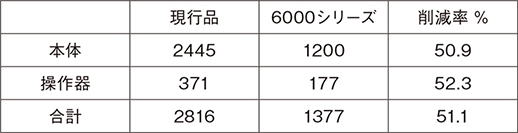
3.2.1から3.2.3の取り組みを呼び径,部品ごとに実施することで表15に示すように全体として部品種類数を51.1%削減することができる。
表15 全体の部品種類数変化
4.今後の展開
今回開発した仕様は呼び径1/2~8,圧力定格class150~600,温度-45~400℃の範囲の汎用弁であり,現行品仕様を全てカバーするまでは至っていない。今後も開発を継続し順次仕様を拡大していくことで現行品の統廃合を進め,部品種類数を削減し短納期対応できる仕様を拡大していきたい。
5.おわりに
6000シリーズの開発過程においてLES非定常解析とパラメータ設計を組み合わせることで現行品よりも定格CV値を大きく向上させた手法,及びモジュール設計の活用により部品種類数を減らし納期を短縮する取り組みを報告した。定格CV値を向上し1台で対応できる範囲を増やすことは製品1台分の材料や加工・組立・輸送に必要となるエネルギーを節約することができる。また,モジュール設計により部品種類数を減らすことで不必要な部品を製作するために必要な材料や加工エネルギーを節約することができる。これらの取り組みは地球環境への貢献にもつながるものと考える。今後もこの過程で得られた知見を活かし,社会に価値ある製品を提供し続けるとともに持続可能な産業の発展に寄与していきたいと考える。
<参考文献>
(1)国際電気標準会議(IEC):IEC 60534-2-1:2019,工業プロセス用調節弁-第2部:流れの容量-第1節:取付け状態における流れのサイジング式,2019年
(2)品質工学会編:ベーシック品質工学へのとびら,2007年,pp.133-139,日本規格協会
(3)日野三十四:実践モジュラーデザイン,2011年,pp.54-56,日経BPマーケティング
<著者所属>
山本 博司 アズビル株式会社 アドバンスオートメーションカンパニー IAPマーケティング部
仁田 正史 アズビル株式会社 アクチュエータ開発本部開発1部
吉田 貴浩 アズビル株式会社 アクチュエータ開発本部開発1部
この記事は、技術報告書「azbil Technical Review」の2026年04月に掲載されたものです。