建物管理システム savic-net FX
株式会社 牧野フライス製作所 富士勝山工場
ミクロン単位の精密さが求められるマシニングセンタ製造工場
温度管理強化による製品精度の安定と大幅な省エネルギーを実現
工作機械メーカーとして創業し、80年以上の歴史を誇る牧野フライス製作所。国内外から高い評価を得る、同社のマシニングセンタの製造工場に求められるのは、製品の品質を確保するための製造環境のシビアな温度管理でした。2017年の中央監視装置更新を機に、富士勝山工場内の空調設備を一元管理。一年を通して低めの気温である富士山麓という地の利を活かした外気取入れ制御の運用改善と空調機ファンへのインバータ導入を実施しました。蓄積した運転データを基にした改善・省エネ提案で、設備担当者の負荷を軽減することに加え、当初の計画に比べて170%の省エネルギーを実現。空調の運用精度も±1.5℃から±1℃に向上し、安定した温度環境と省エネルギーを両立しました。

建物分野 その他(市場・産業) 省エネルギー エネルギーマネジメント コスト削減 稼働改善 中央監視システム 建物のエネルギーマネジメント
導入製品・サービス
国内有数の工作機械メーカー理念は「クオリティ・ファースト」
富士勝山工場内の空調設備を一元管理しているsavic-net FX。この画面から富士吉田工場、鳴沢工場の運用状況も確認・操作ができる。
1937年創業の株式会社 牧野フライス製作所は、1958年に日本初のNCフライス盤を開発したことでも知られる国内有数の工作機械メーカーです。すべての製品とサービスに加え、組織や社員のあり方においても、企業理念に掲げる「クオリティ・ファースト」を追求しています。
同社の国内工場は、神奈川県の厚木市、そして山梨県の富士河口湖町、富士吉田市、鳴沢村にあり、マシニングセンタと呼ばれる様々な金属加工を連続して施すことができる工作機械を製造しています。同社のマシニングセンタは、自動車や航空機の部品といった大型で精度が求められる金属加工に用いられており、国内外の企業から高く評価されています。現在、欧米、アジアにも関連会社を展開しており、グローバル展開を推し進める一方で、ESG※1経営、SDGs※2といった持続可能な社会に向けた取組みにも重点を置いています。
河口湖の近く、自然豊かな富士山麓に位置する富士勝山工場は1987年に操業を開始し、1〜6期棟の工場建屋があります。1期棟建設時からアズビル株式会社(当時、山武ハネウエル株式会社)の計測制御機器が採用され、アズビルが長年にわたり保守を担当してきました。当時は、最小限の重要監視ポイントを他社の中央監視装置で管理していました。
2007年に5期棟に中央監視装置としてアズビルの建物管理システムsavic-net™FXを導入したことをきっかけに、他社中央監視装置が管理していた1期・2期棟についてもアズビルのシステムに更新。さらに2018年にかけて、すべての空調機器の状態や温湿度計測が中央監視装置で管理できるように監視ポイントを取り込む工事を実施し、富士勝山工場内の空調設備について一元管理が行えるようになりました。
「旧システムでは、空調の温度設定の変更は機器が設置されている現場に出向いて行うかたちでした。中央監視装置で機器の運転状況や現場の環境を一元管理し、中央からの操作が可能になったことで、工場内の温度管理の精度が向上し、担当者の工数削減にもつながりました」(渡辺氏)
「大型の工作機械の生産に欠かせないのは、やはり精度です。例えば鉄なら、温度が1℃上昇すると1mあたり12マイクロメートルの寸法変化が生じます。温度の変化が素材の寸法に影響を与えることから、工場内の温度が製品の質を左右するのです」(羽田氏)
生産に伴う工場内部での発熱が多いため、室温を常時監視して一定に保つことで、工場内のより良い環境と製品品質の確保を目指したのです。
省エネ施策に運用改善を合わせることで、計画達成比170%の省エネ効果を実現
一元管理できるようになった工場内の空調設備の運用データを基に、2018年にアズビルから、空調機ファンへのインバータ導入や外気取入れ制御の運用改善といった省エネ提案が行われました。
富士山の麓という立地のため年間を通して涼しく、冬は雪が積もり、氷点下を下回ることも多いこの工場では、外気を冷房資源として積極的に活用してきました。その半面、単に外気を取り入れてしまうと氷点下を下回った場合、空調機コイルが凍結してしまいます。空調機の故障を防止するための安全回路が動作して、空調機が停止してしまう事象がたびたび発生していました。
「空調機の停止で工場内の温度が上昇してしまうため、発生時には人手による対応が何年にもわたって行われてきました。このような運用面での課題についても相談したところ、対応策をきめ細かく検討してくれました」(宇田川氏)
蓄積した運用データから、凍結防止のために空調機が停止しない閾値(しきいち)を解析し、外気取入れダンパの開度について微妙なチューニングを実施しました。また、常に最大風量で吹き続けなくても、工場内の温度が保てることが分かったことで、空調機ファンへインバータを導入し、大幅な電力量の削減を実現しました。
「凍結の状態になってしまうと工場の稼働状況に大きく影響してしまいます。外気取入れ制御のチューニングは運用面の改善を目的としていましたが、結果的にインバータ制御と合わせて、予想以上の省エネ効果を上げることができました」(渡辺氏)
1年を通した運用改善の結果、削減電力量は前年比で1,403,471kWhに達し、導入前にアズビルが提案した省エネ目標値を大きく上回る170%の省エネ効果を実現しました。
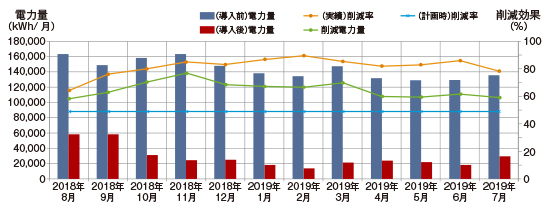
インバータ導入の対象工場における電力量比較(納入後1年間)
エネルギー管理と設備管理で省エネルギーを推進する長期パートナー
大きな効果を達成した要因は、長期にわたる機器の運転データの蓄積とそのモニタリング・解析の実施、そしてその結果から適切なチューニングを行う運用改善にあります。アズビルの担当者は、毎日蓄積されていくデータから機器の特性や制御の傾向を分析。牧野フライス製作所の設備担当者と打合せを行う中で改善策を立て、月に一度の訪問の際に、報告書の提出とともに提案を行ってきました。
「アフターケアの対応に大変満足しています。気になることを電話で相談すると、次回訪問時にはその対応策を提案してくれます。1期棟と2期棟は、±1.5℃だった空調の運用精度も、現在は±1℃に向上しました」(宇田川氏)
牧野フライス製作所の拠点である厚木工場や富士吉田工場、鳴沢工場ともネットワークを介してシステムがつながっています。
「富士吉田工場と鳴沢工場は、富士勝山工場から運転状況を確認できるだけではなく、監視ポイントの操作も可能です。警報発生時も富士勝山工場に居ながらにしてトラブルの初動対応が可能となりました」(渡辺氏)
同社は今回の成果を受け、設備の一元管理と省エネ施策について、他拠点への展開を検討しています。
「精密さが要求される工場の温度をシビアに管理しながら、さらに省エネルギーまで達成できたのは大変な成果です。これだけ効果が大きかったので当然ほかの拠点にも横展開をかけていく計画をしています。全社でのエネルギー管理の実現と設備管理の効率化を目指したいと思います。アズビルには運用改善のパートナーとして、さらなる提案を期待しています」(羽田)
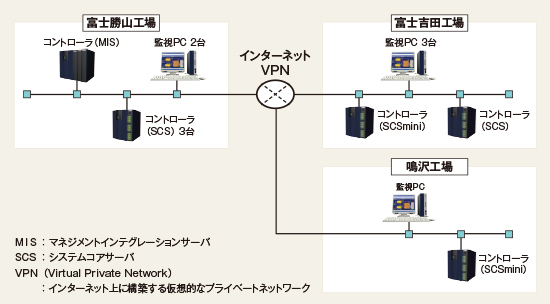
システム構成図
※savic-net、savic-net FXは、アズビル株式会社の商標です。
用語解説
※1 ESG
Environmental(環境)・Social(社会)・Governance(企業統治)の頭文字。社会や企業の持続的成長のためにはこれら三つの観点が必要という考え方。
※2 SDGs(Sustainable Development Goals)
2015年の国連サミットで採択された、2016年から2030年までの国際目標のこと。「誰一人取り残さない」持続可能で多様性と包摂性のある社会を実現するための17のゴールと169のターゲットが示されている。
お客さま紹介

株式会社 牧野フライス製作所
富士勝山工場
生産技術部
設備管理課
係長
羽田 茂徳 氏
富士勝山工場
生産技術部
設備管理課
係長
羽田 茂徳 氏

株式会社 牧野フライス製作所
富士勝山工場
生産技術部
設備管理課
勝山保全チーム
リーダ
渡辺 厚士 氏
富士勝山工場
生産技術部
設備管理課
勝山保全チーム
リーダ
渡辺 厚士 氏
株式会社 牧野フライス製作所
富士勝山工場
生産技術部
設備管理課
勝山保全チーム
宇田川 裕介 氏
富士勝山工場
生産技術部
設備管理課
勝山保全チーム
宇田川 裕介 氏
株式会社 牧野フライス製作所 富士勝山工場

株式会社 牧野フライス製作所 富士勝山工場
- 所在地/山梨県南都留郡富士河口湖町勝山3560-1
- 竣工(しゅんこう)/1987年11月
- 事業内容/工作機械(マシニングセンタ、NC放電加工機、NCフライス盤、フライス盤、CAD/CAMなど)の製造・販売・輸出
この記事はazbilグループのPR誌azbil(アズビル)の2020 No.5(2020年12月発行)に掲載されたものです。